- 22 februari 2018
- Door M.E. Bruins (Wageningen Food & Biobased Research, Wageningen)
- | 8 min. leestijd
Anti-solvent crystallization for local sugar production
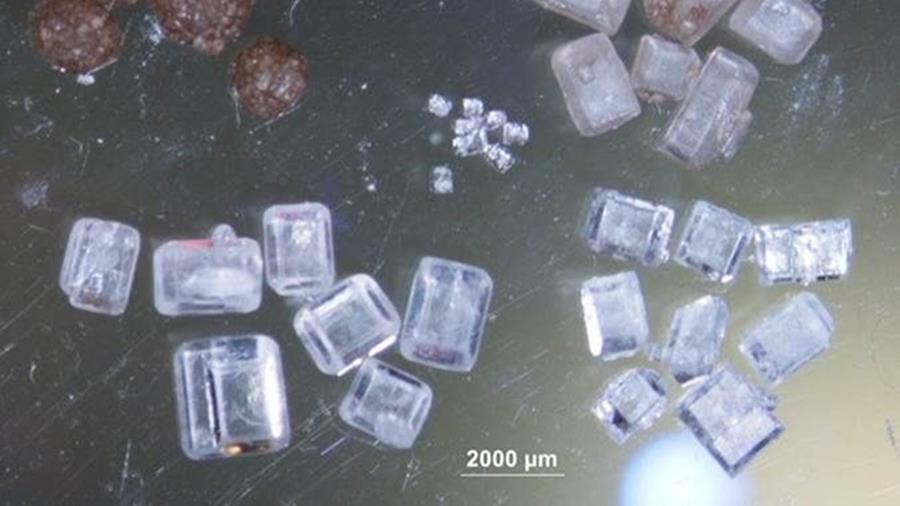
A sugar production process involving an anti-solvent crystallization phase helps to minimize capital costs and lower energy consumption. It serves as an alternative to technologies such as membrane filtration, chromatography and cooling crystallization, because it can be integrated with an ethanol production unit on site. Additional advantages are a better window of operations and an increase in sugar yield.
Sorry, dit is een premium artikel
Dit artikel is exclusief beschikbaar voor abonnees. Abonneer je nu en krijg toegang tot alle artikels.
Ontdek onze abonnementsformules